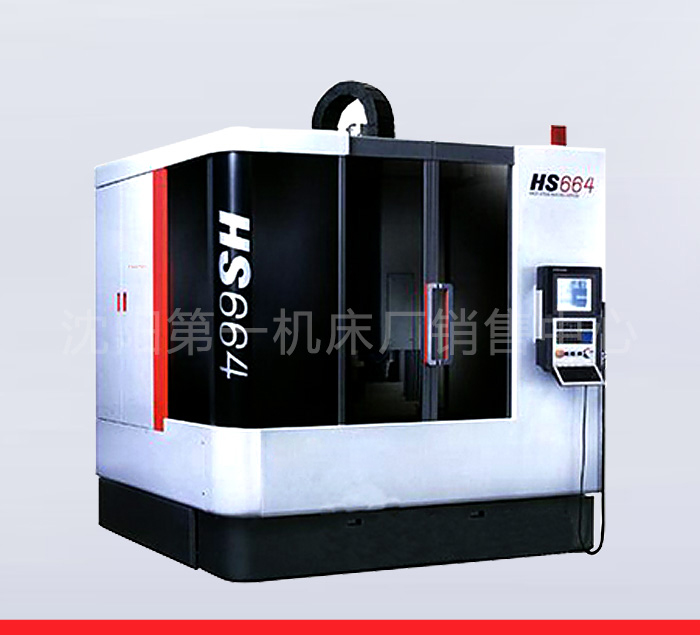
在立式车铣中心,工件坐标系确定后,还要确定刀具的刀位点在工件坐标系中的位置。即常说的对刀问题。立式车铣中心上常用的对刀方法为手动试切对刀。假设零件为对称零件,并且毛坯已测量好长为L1、宽为L2,平底立铣刀的直径也已测量好。如图1所示,将工件在铣床工作台上装夹好后,在手动方式操纵机床,具体步骤如下:

一、立式车铣中心回参考点操作采用ZERO(回参考点)方式进行回参考点的操作,建立机床坐标系。此时CRT上将显示铣刀中心(对刀参考点)在机床坐标系中的当前位置的坐标值。
二、手工对刀先使刀具靠拢工件的左侧面(采用点动操作,以开始有微量切削为准),刀具如图A位置,按设置编程零点键,CRT上显示X0、Y0、Z0,则完成X方向的编程零点设置。再使刀具靠拢工件的前侧面,刀具如图B位置,保持刀具Y方向不动,使刀具X向退回,当CRT上X坐标值0时,按编程零点设置键,就完成X、Y两个方向的编程零点设置。就把铣刀的刀位点设置在工件对称中心上,即工件坐标系的工件原点上。
三、立式车铣中心建立工件坐标系刀具(铣刀的刀位点)当前位置就在编程零点(即工件原点)上。由于手动试切对刀方法,调整简单、牢靠,且经济,所以得到广泛的应用。