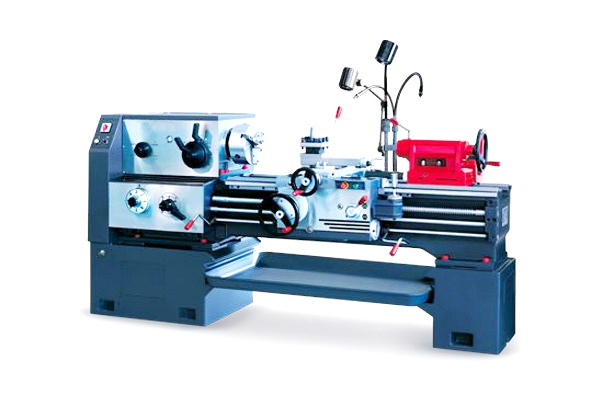
CA系列沈阳普通车床是一种传统的机械加, 工方法,是利用零件的旋转运动和刀具的直线运动(或曲线运动)来改变毛坯件的形状和尺寸,将毛坯件加工成符合图纸要求的工件。简单易学便于掌握,是应用较为广 泛的加工方法,基本加工内容包括:车外圆,车端面,切断和车槽,钻中心孔,钻孔,车孔,铰孔,车螺纹,车圆锥,车成形面,滚花和盘弹簧等安装上一些附件和夹具,还可以进行镗孔,磨削,研磨和抛光等车床主要组成部分:主轴箱,卡盘,刀架部分,冷却装置,尾座,床身,丝杠,光杠,操纵杆,溜板箱,进给箱等组成。
一般在车间加工生产中,我们常遇到工件加工都相对应,所以CA系列沈阳普通车床金属切削过程中,刀具切削部分承受很大切削力和剧烈摩擦。断续车削还要伴随着冲击与振动,因此对刀具的切削性能要求很高硬度、磨性、强度高韧性高耐热性,还需要有较好的工艺性和经性。我国使用刀具一般可分为四大类:工具钢(碳素工具钢、合金工具钢、高速钢)硬质合金、陶瓷、硬刀具。本次实习以硬质合金刀具为主要切削刀具。

基准面生产选择45度弯头刀刀具,对刀,切削长度基准。CA系列沈阳普通车床要求:平行垂直提高粗糙度换刀,粗车长度到39mm同时完成外圆的粗车到39mm每个尺寸余留1mm(游标卡尺)半精车长度39.5mm,精车长度达到要求40mm(深度尺)半精车直径,余留0.3-0.4mm (千分尺)精车至要求尺寸38mm同样方法完成直径30mm以及长度15mm的车削按要求倒角各个尺寸自检,合格完成,拆卸







