一、数控车床编程特点
(1) 可以采用绝对值编程(用X、Z表示)、增量值编程(用U、W表示)或者二者混合编程。
(2) 直径方向(X方向) 系统默认为直径编程,也可以采用半径编程,但必须更改系统设定。
(3) X向的脉冲当量应取Z向的一半。
(4)采用固定循环,简化编程。
(5) 编程时,常认为车刀刀尖是一个点,而实际上为圆弧,因此,当编制加工程序时,需要考虑对刀具进行半径补偿。
二、数控车床的坐标系统
加工坐标系应与机床坐标系的坐标方向一致,X轴对应径向,Z轴对应轴向,C轴(主轴)的运动方向则以从机床尾架向主轴看,逆时针为+C向,顺时针为-C向,如图:
加工坐标系的原点选在便于测量或对刀的基准位置,一般在工件的右端面或左端面上。

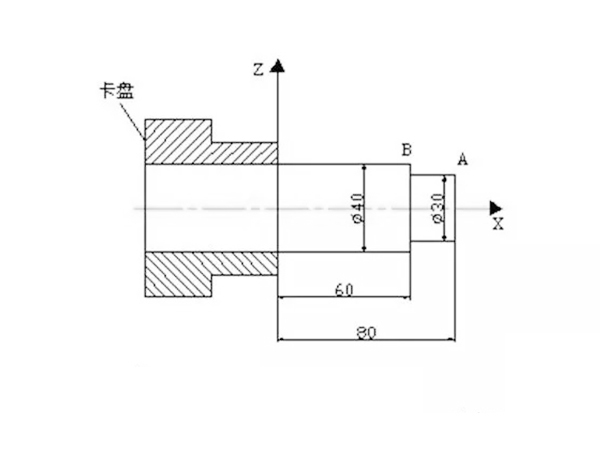
三、直径编程方式
在车削加工的数控车床程序中,X轴的坐标值取为零件图样上的直径值,如图:图中A点的坐标值为(30,80),B点的坐标值为(40,60)。采用直径尺寸编程与零件图样中的尺寸标注一致,这样可避免尺寸换算过程中可能造成的错误,给编程带来很大方便。
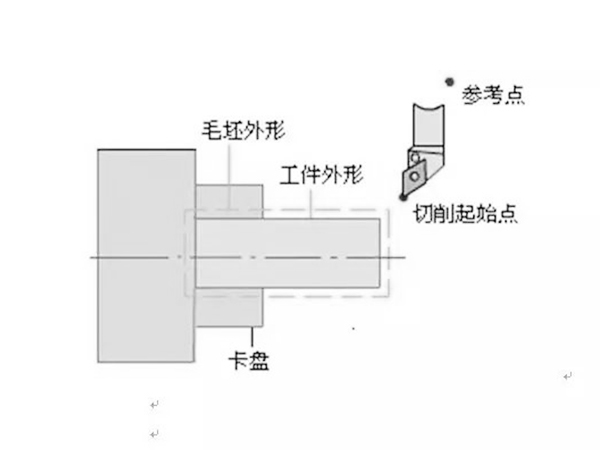
四、进刀和退刀方式
对于数控车床车削加工,进刀时采用快速走刀接近工件切削起点附近的某个点,再改用切削进给,以减少空走刀的时间,提高加工效率。切削起点的确定与工件毛坯余量大小有关,应以刀具快速走到该点时刀尖不与工件发生碰撞为原则。